9月28日14:08,經(jīng)過4個(gè)多小時(shí)的緊張作業(yè),金七門核電1號(hào)機(jī)組鋼結(jié)構(gòu)安全殼鋼襯里模塊一平穩(wěn)落位,標(biāo)志著該項(xiàng)目首個(gè)大型模塊吊裝任務(wù)圓滿完成。
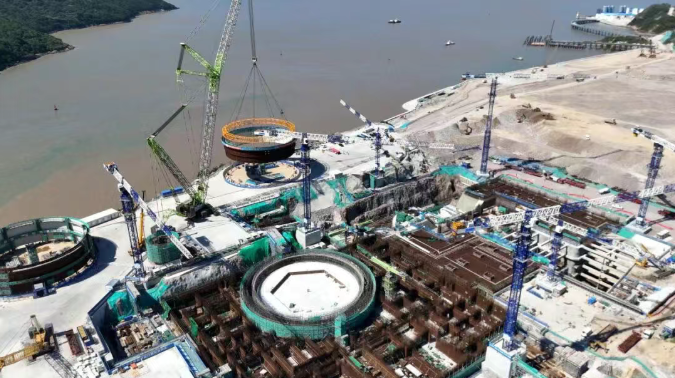
金七門核電此次吊裝的1號(hào)機(jī)組鋼襯里模塊一,施工全程貫穿“新質(zhì)華龍”建設(shè)理念。1號(hào)機(jī)組鋼襯里筒身施工采用全模塊化方案,共分為四個(gè)模塊,其中模塊一結(jié)構(gòu)最為復(fù)雜,重達(dá)130余噸,直徑超40米。由于“尺寸大、重量重、板壁薄”的結(jié)構(gòu)特性,以及模塊下口加強(qiáng)角鋼與內(nèi)殼鋼筋間僅一枚硬幣厚度的精度要求,該模塊的施工難度在筒身四大模塊中居首。
此次吊裝,在業(yè)內(nèi)首次實(shí)現(xiàn)核級(jí)貫穿件套筒管板埋弧自動(dòng)焊的批量應(yīng)用,不僅大幅提升了焊縫質(zhì)量的穩(wěn)定性,還將焊接效率較傳統(tǒng)手工焊接提高了4倍。與此同時(shí),通過有限元模擬分析優(yōu)化受力設(shè)計(jì),提前對(duì)薄弱部位進(jìn)行加固,結(jié)合焊接全流程圖與標(biāo)準(zhǔn)工序檢查卡嚴(yán)控變形,最終實(shí)現(xiàn)模塊焊縫射線一次檢測(cè)合格率達(dá)到99%以上,通過“新質(zhì)華龍”技術(shù)實(shí)力成功攻克“薄壁重器”吊裝難題。
此次吊裝從施工工藝優(yōu)化到流程細(xì)化,從安全風(fēng)險(xiǎn)防控到質(zhì)量標(biāo)準(zhǔn)把控,中核浙能充分發(fā)揚(yáng)業(yè)主“主人翁”精神、發(fā)揮“主心骨”作用、擔(dān)當(dāng)“主力軍”責(zé)任,牽頭組建1號(hào)機(jī)組鋼襯里拼裝專項(xiàng)“黨員突擊隊(duì)”及技術(shù)攻關(guān)小組,提前組織專家梳理模塊吊裝全流程清單,逐項(xiàng)核查閉環(huán);通過“黨員責(zé)任區(qū)”將安全監(jiān)管、質(zhì)量控制等責(zé)任落實(shí)到具體黨員,嚴(yán)格落實(shí)“四個(gè)嚴(yán)格”行為文化準(zhǔn)則,統(tǒng)籌現(xiàn)場(chǎng)安全監(jiān)護(hù)、技術(shù)指導(dǎo)、應(yīng)急保障等力量,以黨建與工程建設(shè)的深度融合推動(dòng)模塊吊裝順利完成。
免責(zé)聲明:本網(wǎng)轉(zhuǎn)載自合作媒體、機(jī)構(gòu)或其他網(wǎng)站的信息,登載此文出于傳遞更多信息之目的,并不意味著贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性。本網(wǎng)所有信息僅供參考,不做交易和服務(wù)的根據(jù)。本網(wǎng)內(nèi)容如有侵權(quán)或其它問題請(qǐng)及時(shí)告之,本網(wǎng)將及時(shí)修改或刪除。凡以任何方式登錄本網(wǎng)站或直接、間接使用本網(wǎng)站資料者,視為自愿接受本網(wǎng)站聲明的約束。