為高質量完成太平嶺核電一期主回路管道、波動管、CRDM施工任務,在太平嶺核電基地聯合黨委的統籌協調下,中核二三太平嶺項目部積極響應,周密部署,大膽創新,主回路管道與波動管焊接均采用窄間隙機械化TIG焊技術,CRDM焊接采用自動化焊接技術。特別是波動管焊接,是全部焊口采用窄間隙機械化TIG焊技術的項目,也是首次采用新工藝、新技術并取得底片一次RT合格率100%的項目,實現了中核二三在華龍項目的重大突破。
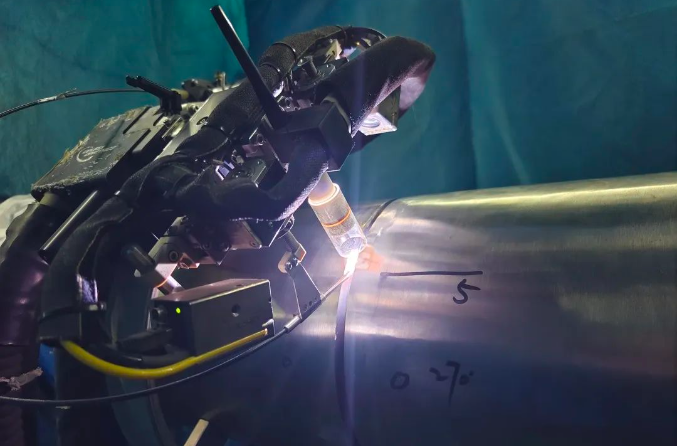
波動管焊接
在主回路管道和波動管安裝焊接施工中,實現首次全部自主計算主回路管道、波動管坡口加工數據。在主回路管道施工期間,基于三維設計軟件的數據模擬計算方法,利用相關數據進行三維建模,使加工后的坡口能與待焊坡口有效組對,保證了最終坡口加工數據的準確,確保管段另一端坡口處于理論坐標位置。
通過規劃施工邏輯、分段控制、焊接過程調整和坡口加工糾正補償等控制措施,確保波動管每一節管段均處于可控狀態,保證坡口加工結果符合預設值,助力波動管安裝焊接高效高質量完成。最終,太平嶺核電一期兩臺機組波動管焊接RT一次合格率均為100%。

CRDM焊接
CRDM焊接均采用自動化焊接技術,每臺機組共計六十余道焊縫。為保證CRDM焊接能夠一次性合格,針對CRDM卡線、焊縫凹陷經驗反饋進行專項管控。最終順利通過焊后PT、水壓后PT、VT檢查,CRDM焊接全部一次合格。在保證CRDM焊接質量的同時,1號機組提前5天完成施工任務,2號機組提前8天完成施工任務,CRDM焊接施工取得了“零缺陷、零異常、零返修”的優異成績。
通過自主開發出一種主回路管道、波動管坡口加工切割量的計算方法,并形成一套標準化、可復制、可推廣的計算模型,大幅度縮短工期,確保施工質量得到有效控制,填補了中核二三在此領域的技術空白,也為后續核電主回路管道、波動管的坡口加工提供寶貴經驗。
免責聲明:本網轉載自合作媒體、機構或其他網站的信息,登載此文出于傳遞更多信息之目的,并不意味著贊同其觀點或證實其內容的真實性。本網所有信息僅供參考,不做交易和服務的根據。本網內容如有侵權或其它問題請及時告之,本網將及時修改或刪除。凡以任何方式登錄本網站或直接、間接使用本網站資料者,視為自愿接受本網站聲明的約束。